欢迎来到郑州鼎盛工程技术有限公司官方网站!如有疑问请拨打全国统一服务电话400-066-1110 0371-53738676
欢迎来到郑州鼎盛工程技术有限公司官方网站!如有疑问请拨打全国统一服务电话400-066-1110 0371-53738676

河卵石在破碎过程中常见的问题就是耐磨件容易磨损,这是因为河卵石中的硅含量非常高。因此以河卵石作为原料的石料厂项目,必须对破碎工艺进行慎重的研究。合理的河卵石制砂工艺,在考虑破碎项目投资成本的同时,也不能忽略生产线的生产成本。考虑到河卵石的高硬度必然对颚板、板锤、反击板等耐磨件造成高损耗,因而在工艺设计上,我们推荐选用层压原理的破碎设备,以降低耐磨件的损耗。
如果客户的市场对成品石料的粒型要求不高,可以使用两级颚破的方案进行生产。这种配置是投资低,维修维护简单的方案,生产成本也是所有方案 中非常经济的。但是,这种方案的缺点就是石料的粒型比较差,针片状物料的比例较高。石料在市场上的竞争力不高,因为高等级建筑需要粒型优异的石料。
要求产品的粒型优异,同时能够降低生产成本,那么我们可以使用两级层压破碎机(颚破+细颚破/圆锥破碎机)和制砂机配套的工艺方案。这样的配置可以使得主要的破碎工作由头破和二破完成(层压破碎),最后由制砂机进行整型破碎。这样的配置工艺可以大大的降低筛分后形成的反料。如果一条生产线中的反料 比例过高,会使得最后一台破碎机增加过多重复的破碎工作,相应的也就使得磨损件的损耗会大大增加,这样就形成了三段破碎的工艺配置。三段破碎必然导致项目 的投资成本升高,但对于长期运营的制砂厂来说,三段破碎对生产成本的降低是非常可观的。
对于河卵石为原料的石料厂,如果采用颚破加反击破的工艺 配置,必然导致反击破的板锤损耗较高,板锤寿命较短,反料比例较高等问题,实则增加了生产成本。因此,作为破碎机生产厂家我们不推荐使用这样的工艺配置。 当然,具体的工艺配置需要根据 现场的实际情况具体分析,欢迎参观交流。
虽然“鄂破+反击破+冲击破”或“鄂破+圆锥破+冲击破”是目前主流的花岗岩制砂生产线选型方案,但由于反击破板锤在破碎河卵石、鹅卵石等硬性物料时磨损严重,而圆锥式破碎机只能做中碎,想好要的成品粒型的话还必须要接冲击式制砂机,而冲击破产能太小,根本无法满足花岗岩、河卵石等硬性石料制砂的高产能需求。


图为在新疆昌吉河卵石制砂生产线中使用的R1200型号德国BHS原装制砂机 图为河卵石制砂生产线成品料堆,使用德国BHS制砂机,制砂率高
现在有了能够直接对100mm以下的石料进行制砂,无需配置中碎设备便可满足产能和制砂要求的德国BHS原装制砂机,同行都改用“鄂破+德国BHS制砂机”的新型河卵石制砂生产工艺来对河卵石、鹅卵石制砂啦!与冲击式制砂机相比,德国BHS原装制砂机具有以下6方面的优势:1、双腔式转子设计 2、生产能力提高1倍以上 3、给料尺寸提高1倍 4、转子磨损降低1倍以上 5、能耗降低50%以上 6、无堵塞生产。


图为在河北石家庄鹅卵石制砂生产线中使用的R0900型号德国BHS原装制砂机 图为经德国BHS制砂机破碎后的成品砂,制砂率高,成品粒型好
经多位业主生产实践证明,与传统的"鄂破+圆锥破/反击破+冲击破"选型相比,采用"鄂破+德国BHS制砂机"的新型河卵石制砂生产工艺,不仅能够变三段、四段破碎为两段,而且可以在减少主机设备的同时,减少链接各级设备的皮带机及这些设备在运行过程中产生的电耗、耐磨件损耗等。可以实现河卵石制砂生产线能耗降低30-40%,耐磨件消耗降低70-80%,从而实现总投资减少20-30%。
200t/h常规河卵石制砂生产线和新型河卵石制砂生产工艺投资效益比较:


图为在时产200吨河卵石制砂生产线中使用的德国BHS原装制砂机 图为经德国BHS原装制砂机生产的河卵石成品砂
1、在相同硬质物料条件下,使用新型河卵石制砂生产线主机设备投资降低了15.4%,并减少了3条皮带和1台圆锥破、3台制砂机、1台振动筛等5台主机设备,从设备土建和安装上更是大大节省了投资。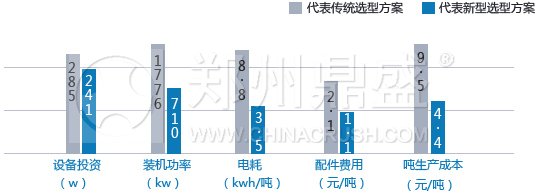
2.新型河卵石制砂生产线的装机功率大大降低,吨电耗降低了60% ;
3.新型河卵石制砂生产线的耐磨件消耗相比常规生产线降低了47.6%;
4.新型河卵石制砂生产线的吨生产成本相比常规生产线降低了55.4%;
5.新型河卵石制砂生产线新型设备配置的生产线不论是从设备数量、投资成本、电耗、运行成本等方面都比常规生产线要低很多。






更多产品技术参数,您可以致电400-066-1110联系我们了更多详情。


















 在线咨询
在线咨询 点击咨询
点击咨询 联系我们
联系我们 客户留言
客户留言 技术服务
技术服务
